
Yapan Arkadaşlaryatırım kadrosuBu işin tamamen "ayrıntılar başarıyı veya başarısızlığı belirleyin" ile ilgili olduğunu bilin. Müşteriler uçak bıçakları, tıbbi ekipman veya hassas enstrüman parçaları isteyebilir ve 0.01 mm'lik bir fark ürünü hurdaya çıkarabilir. Bugün, dökümlerin doğruluğunu nasıl elde edeceğinizden bahsedelim.
1. Balmumu Model Yapımı - Doğruluğun "İlk Geçişi"
Balmumu modeli dökümün "geni" gibidir. Bu adım çarpıksa, diğerleri boşuna olacaktır. Şimdi ana akım 3D baskı balmumu modelleri kullanıyor ve ışıkla sertleştirilmiş reçinenin doğruluğu ± 0.05mm'ye ulaşabilir, bu da geleneksel el oymaından çok daha iyidir. Ancak sıcaklık kontrolüne dikkat edin. Atölye sıcaklığı 5 ℃ farklıysa, balmumu modelinin büzülme oranı düzensiz olabilir. Sabit sıcaklık ve nem ekipmanı kullanmanız, bu küçük parayı kurtarmayın.
2. Kabuk Yapma Süreci - Seramik kabuğunun "çukur"
Kaç katman silika sol boya uygulanır ve her katmanın ne kadar kalın olduğu son boyutu doğrudan etkiler. Bir fabrika tembeldi ve daha az katman fırçaladı, bu da dökümün her tarafında kum deliklerine neden oldu. Artık "gradyan kabuğu yapımı" - iç tabaka için ince toz ve dış tabaka için kaba toz kullanmak popülerdir, bu da sadece pürüzsüzlüğü sağlamakla kalmaz, aynı zamanda stres deformasyonunu da azaltabilir. Kabuğu uzun süre kurutmayı unutmayın, aksi takdirde Dewaxing sırasında doğrudan "patlar".
3. Erime ve dökme - erimiş metalin "öfkesi" anlaşılmalıdır
Paslanmaz çelik ve yüksek sıcaklık alaşımının büzülme oranı%1 değişebilir! Kalıp boyutu malzeme özelliklerine göre ayarlanmalıdır. Dökme sıcaklığı daha da kritiktir. Belirli bir havacılık parçaları fabrikası, sıcaklık 20 ℃ daha yüksek ve tane boyutu kaba olduğu için dökümü doğrudan hurdaya çıkardı. Şimdi önceden simüle etmek için kalıp akış analiz yazılımı kullanıyoruz, bu da deneme yanılma durumundan çok daha güvenilir.
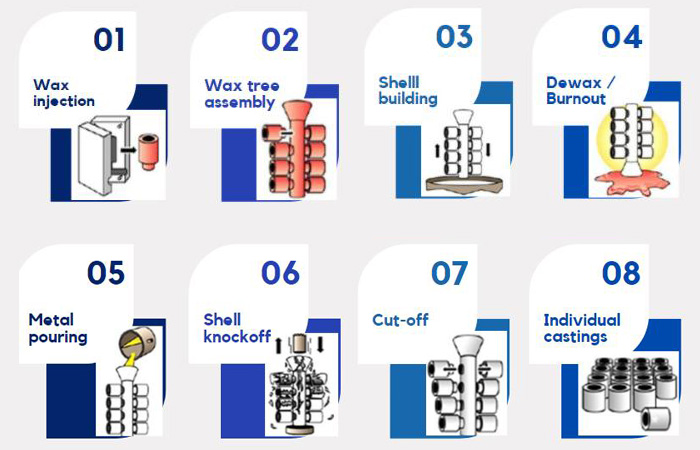
4. İşlem sonrası - öğütme kaba kuvvete dayanmaz
Robotları kullanmak için robotlar kullanmak daha istikrarlıdır.Yatırım DökümleriManuel işten daha, ancak programlama iyidir. İnsanların sorundan kurtulmak için büyük öğütme tekerlekleri kullandığını gördüm, ancak ince duvarlı parçalardan geçiyorlar. "Manyetik öğütme" şimdi popüler. Küçük parçalar manyetik alanda kendi başlarına yuvarlanır ve doğruluk ± 0.02mm olarak kontrol edilebilir.
5. Muayene Yöntemleri - "Kör kutuyu açmak" için sevkiyata kadar beklemeyin
Üç koordinat ölçüm makinesi standarttır, ancak X-ışını kusuru algılamasını unutmayın. Türbin bıçakları yapan bir fabrika vardı. Yüzey denetiminin tamamı kalifiye olmuştu, ancak X-ışını iç gözenekleri buldu ve neredeyse müşterinin emrini kaybetti. Şimdi, insan gözünden daha hızlı olan ve hata yapmayan yapay zeka görsel inceleme bile kullanılır.
Çözüm:
Son analizde, dökümlerin doğruluğu bir dizi "kombinasyon yumrukları" ile elde edilir. Balmumu kalıplarından denetimlere kadar her bağlantı ciddiye alınmalıdır. Şimdi pazar rekabeti o kadar şiddetli, ki kim 0.01mm doğrulukta ekstra bir şekilde elde edebiliyorsa üst düzey siparişler alabilir. Müşteri bir dahaki sefere "Doğruluk nasıl sağlanacağını" sorduğunda, bu makaleyi ona atın - profesyonel konular profesyonel yöntemlerle çözülmelidir.
Profesyonel bir üretici ve tedarikçi olarak yüksek kaliteli ürünler sunuyoruz. Ürünlerimizle ilgileniyorsanız veya herhangi bir sorunuz varsa, lütfenbize Ulaşın.
Tekliflerimizin çoğu 24/36 saat içinde teslim edilir. ve genellikle proje detaylarına bağlı olarak çok daha kısa sürede.
Ekibimiz, teklifinizin tüm yönlerini aldığınızdan ve anladığınızdan emin olmak ve seçenekleriniz hakkında olabilecek tüm sorularınızı yanıtlamak için CNC işleme teklifiniz hakkında sizinle doğrudan iletişime geçecektir.